

Are you stuck in a situation where your existing air compressor just isn't providing the air pressure you need? Whether you’re changing things up in your application and suddenly need higher air PSI or you’re trying to make your systems more efficient, there's a simple, cost-effective solution at your disposal. Enter Haskel's Air Pressure Amplifiers. In this blog post, we'll dive into how this simple technology can help you amplify your existing compressed air pressure and optimize your industrial processes like never before.
Key Takeaways:✔️ Using a point-of-use air pressure amplifier allows you to keep plant-wide pressures lower and reduce facility compressor operating costs.
|
Jump to a Section
Common Problems | The Soultions | Key Features | Applications Across Industries | How to Size and Select an Air Booster | Frequently Asked Questions | Resources
Where would you need to use an air pressure booster? Here are some common problems they solve with ease.
Problem 1: You Need A Point-Of-Use Air Boost
A common air-pressure challenge happens when the materials in your application have changed, thus changing your air pressure requirements. For example, let’s say you have a blow-molding application, and you need to change the material you use from polyethylene to PET. Polyethylene takes less pressure to mold than PET, and suddenly, you have an issue where you do not have enough air pressure to do the job.
This same problem can also happen with air presses, where you have changed the material to something more dense, and you now require more air pressure to run the pressing application. Nothing has changed with the equipment, but you suddenly require more air pressure. The air booster from Haskel is a great point-of-use solution for these instances.
Problem 2: You’re Wasting Money Running Your Air Compressor at a High PSI
Another problem is when you’re running your air compressor at a high PSI, just for a few assets, and wasting energy and money. For example, let’s say you are doing an audit of your facility. You find that most of your equipment functions at 80 PSI. BUT - there are a few pieces and parts throughout the plant that require 120 PSI.
Instead of constantly running the entire plant at 120 PSI, you can turn the air compressor down to 85 PSI and install air pressure amplifiers at specific locations that use higher-pressure devices. This allows you to save money by running your plant air compressor at a lower PSI to feed the entire plant, and you still have enough air pressure to run those few high-pressure assets.
So basically, if you need higher air pressure at the point of use or want to save some money with system efficiency, Haskel’s air boosters are a great piece of technology to consider.
The Solution: Haskel's Air Boosters
The air pressure amplifier (also called air booster) is a technology that has been time-tested and first designed in the 1940s-60s (making it about as old as Airline, celebrating its 75th anniversary this year). These air amplifiers have seen few revisions over the past years because they are simple, timeless, and work - there is no need to change them.
How does an Air Booster work?
.png?width=269&height=227&name=unnamed%20(1).png) They use part of the incoming compressed air supply to drive a pump—multiplying the balance of the air to a significantly higher output pressure. This effectively multiplies the output pressure to a much higher level, making them an invaluable asset for any organization facing pressurization challenges.
They use part of the incoming compressed air supply to drive a pump—multiplying the balance of the air to a significantly higher output pressure. This effectively multiplies the output pressure to a much higher level, making them an invaluable asset for any organization facing pressurization challenges.
With the ability to enhance pressures from a few hundred up to 4,500 thousand psi, Haskel air amplifiers are the perfect blend of simplicity and high-tech engineering. They are designed to be completely self-contained and compact, require no electricity or mechanical drive connections, are powered by the same air that they amplify, and can be mounted in any position.
These air amplifiers share a lot in common with their more advanced Gas Booster counterparts. The gas boosters have sealing designed to prevent cross-contamination of air drive and process gas as well as cooling using the waste drive air. For applications not requiring those features, the air amplifier provides a more cost-effective piece of equipment.
Key Features of Haskel Air Pressure Booster
Compact Design: These units can be mounted virtually anywhere—on walls, benches, or floors.
Safety First: They operate without any heat, flame, or spark risk, making them suitable for explosive environments.
Ease of Maintenance: With long-lasting seals and few moving parts, maintenance is straightforward.
Variable Pressures: Expect infinitely variable outlet pressure and flow capabilities, tailored to specific applications.
No Oily Exhaust: These units do not require airline lubrication, thereby eliminating the possibility of oily residue from the exhaust.
Customizable Systems: A wide range of models and controls ensures that you can find a system that fits your needs.
Versatile Applications Across Industries
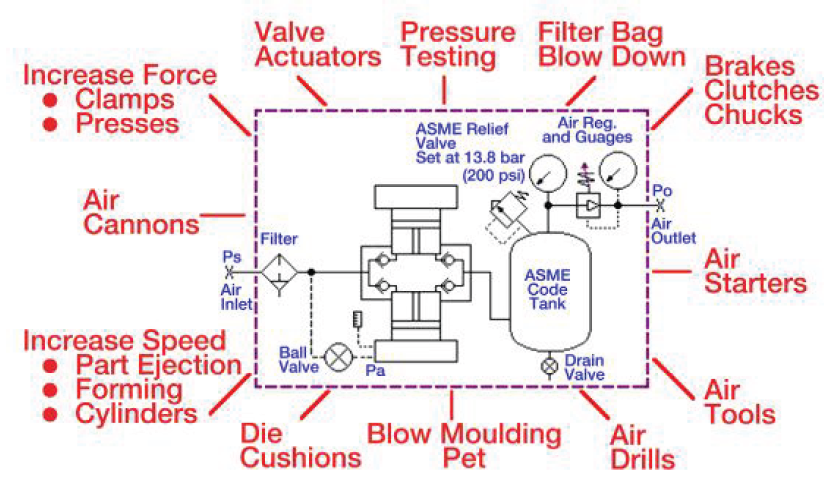
They rise to the occasion for various applications that need amplified air, like:
- Increasing force on clamps and presses.
- Enhancing speed or force in part ejection cylinders.
- Assisting with PET blow molding pressure boost operations.
- Powering pneumatic brake and clutch mechanisms.
- Nitrogen bottle replacement, boosting micro-bulk systems to useful pressures.
- Accumulator charging in a standalone bootstrap configuration.
- Hose or pipeline pressure testing.
How to Size and Select an Air Booster
When choosing an air pressure amplifier, it's crucial to evaluate your requirements carefully. The Haskel Air Pressure Amplifiers Catalog suggests considering flow needs and possibly pairing the units with an air receiver to decrease the size of the amplifier needed.
Properly sizing Haskel air amplifiers involves various factors. Some relate to specific application parameters, while others pertain to the application itself. Specific parameters to consider are:
- Desired outlet pressure (Po)
- Minimum available air drive pressure (Pa)
- Available air drive flow (Qa)
- Supply pressure (Ps) (Pa = Ps in most cases)
- Required flow (Q) at the outlet pressure
Application data to take into account includes:
- Duty cycle
- Purpose of high-pressure requirement
- Testing: What is the volume of the vessel and time needed for testing
- Part Ejection: Cycle of volume requirements for part ejection
- Actuation: Bore and stroke of actuator(s) for actuation
- Single or double-acting
- Need for high-pressure air on each stroke for double-acting
- Stroke requiring high-pressure air
- High-pressure air necessity throughout stroke length(s)
- Cycle requirements
Not sure how to answer these questions? We have a Haskel Air Pressure Amplifier experts available to assist you with sizing and specification. Contact us!

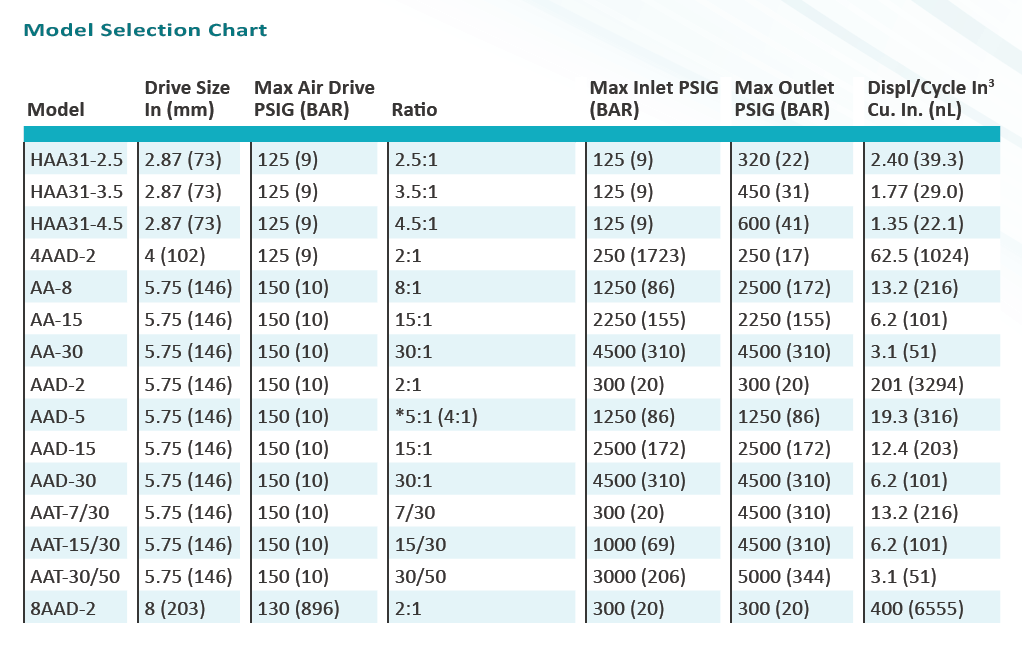
Model Selection Chart
Below, you'll find a selection of photos showcasing air pressure amplifiers in action:
Haskel's air pressure amplifiers offer a dependable, simple solution to amplify compressed air efficiently. With no electrical power source required and a variety of adaptable features, these devices represent an intelligent investment in your facility's productivity and safety. Say goodbye to low-pressure problems and hello to high performance.
To explore the full range of products and to match the right Haskel Air Pressure Amplifier to your needs, visit our complete catalog and reach out to our experts for personalized advice.

Resources:
Leave Comment